欢迎访问河南省百特智能转运设备有限公司官网!
24小时咨询热线:18937383590

新乡百特智能转运设备有限公司

在现代化制造工厂中,货物在多个车间之间的频繁转运是日常运营的核心环节。以一家典型的中型汽车零部件厂为例,生产线需要将20吨重的金属部件从铸造车间搬运到装配线,再转运到仓储区。这个过程每天重复数十次,涉及狭窄通道和繁忙作业区。传统搬运方式下,工人依赖手动叉车或固定轨道推车,不仅耗时费力,还常因操作失误导致货物延误、碰撞事故或设备损坏。例如,在高峰期,一次搬运可能占用多名工人20分钟以上,造成生产线停滞,影响整体效率。更棘手的是,车间布局复杂多变时,转运路径难以灵活调整,每次货物周转都成为潜在的瓶颈点。
面对上述挑战,传统搬运手段暴露了多个不足。首先,手动叉车或推车需要大量人力操作,工人体力消耗大,容易疲劳出错,增加安全隐患。其次,固定轨道设备虽能承载重物,但缺乏灵活性:一旦车间布局调整,轨道需重新铺设,造成停工和额外成本。再者,传统设备依赖人工停靠和定位,精度不高,常引发货物错位或延误。以下列举几个常见问题:
人力依赖度高:每次搬运需2-3名工人协同,占用宝贵劳动力资源。
周转效率低:在复杂路径中,转运时间可能延长30%以上,影响生产节奏。
安全隐患:人工操作失误可能导致货物滑落或碰撞,增加事故风险。
适应性差:设备无法快速响应多车间变化,定制化需求难以满足。
这些局限不仅推高了运营成本,还限制了工厂的产能扩张潜力。

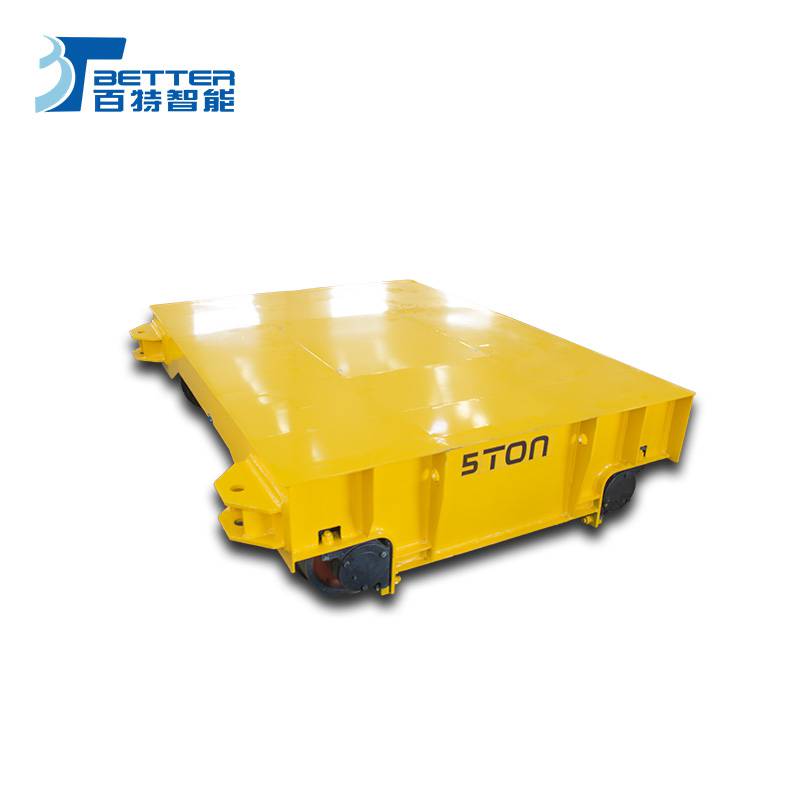
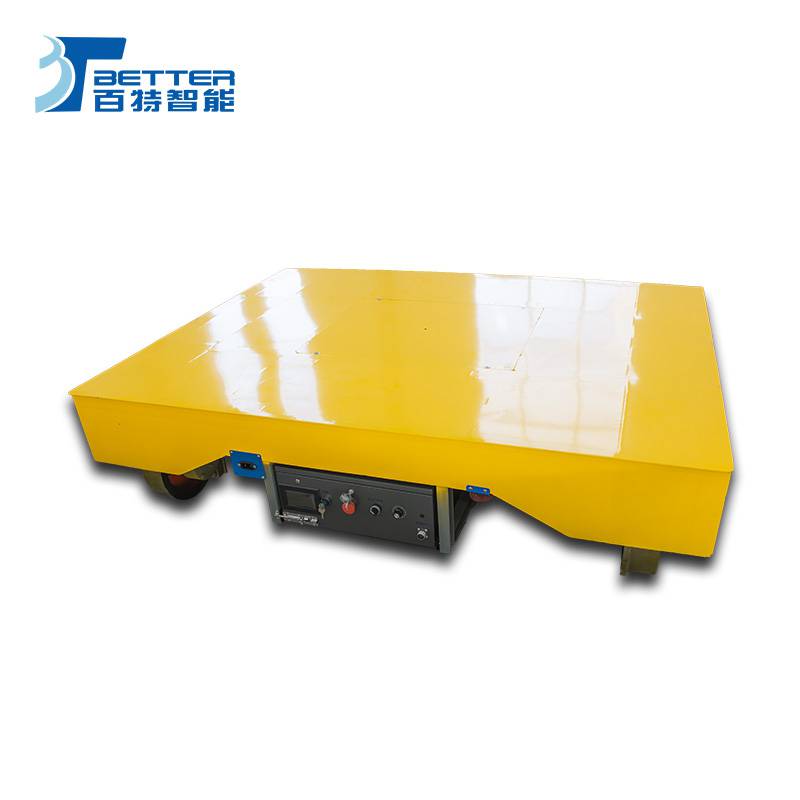
针对上述痛点,新乡市百特智能转运设备有限公司开发的RGV自动化轨道搬运车提供了高效、灵活的应对方案。作为一款定制化产品,百特RGV搬运车基于蓄电池驱动和轨道系统,专为车间货物周转优化设计。其核心优势在于整合了智能技术,如自动停靠和简易操作界面,确保在多车间环境中无缝衔接。例如,该设备采用可调节轨道布局,允许工厂根据实际需求定制路径,支持20吨载重能力下的平稳运行。操作员通过简单控制面板即可启动,减少了培训需求。产品特性包括:
多车间灵活周转:轨道设计可跨车间扩展,适应不同布局变化。
操作简单:一键式控制系统,降低人工干预,提升准确性。
自动停靠功能:内置传感器确保精准定位,避免货物错位。
蓄电池供电:无需外部电源,减少布线成本,支持连续作业。
百特品牌在搬运设备领域积累了多年经验,其RGV搬运车通过标准化生产流程,确保可靠性和可定制性。工厂可根据具体吨位需求(如20T载重)调整参数,实现高效集成。

部署百特RGV自动化轨道搬运车后,工厂能显著优化转运流程。在案例中,该设备将货物周转时间缩短至10分钟以内,减少人力需求至单人操作,同时通过自动停靠功能降低事故率。长期来看,这转化为可量化的效益:生产力提升允许工厂处理更多订单,运营成本下降源于人力节省和设备维护减少。更重要的是,灵活的设计支持未来车间扩展,避免重复投资。最终,这种智能方案不仅解决了货物周转难题,还营造了更安全、可持续的工作环境,助力工厂实现高效增长。